 |
The false twist texturing principle
For the texturing process the texturing industry has the choice of a variety of DTY machines produced by various manufactures around the world. False twist texturing machines, regardless who offers them, all work on the same principle. The schematic below shows the most important steps in the manufacturing of DTY.
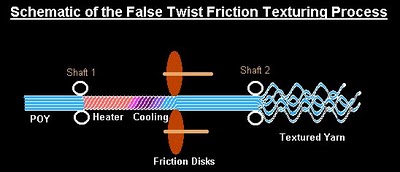
POY, which stands for Partially Oriented Yarn, is now the standard feed yarn for the texturing process. It is a continuous filament yarn spun at a speed, which is, for example for polyester, around 3200 m/min.
Shaft 1 is the input feeding device for the POY. From here the yarn is fed to Shaft 2. When POY is fed into the machine, the yarn has to be drawn. The speed of shaft 2 is always higher by the factor of the necessary draw ratio for the particular yarn and process. The yarn is simultaneously twisted and drawn. The twisting is done with a friction device, such as a set of rotating friction disks. But there are other twisting devices such as belts. After Shaft 1 there is a yarn heater, which heats the yarn to a temperature where it can be thermo-set. Right after the heater is normally a cooling plate, which must cool the yarn to a substantially lower temperature in order to permanently thermo-set the twist. As the yarn is released from Shaft 2 we observe how each single filament is trying to assume the three dimensional helix formation it was set in. The result is a voluminous bulked stretch yarn.
Shaft 1 is the input feeding device for the POY. From here the yarn is fed to Shaft 2. When POY is fed into the machine, the yarn has to be drawn. The speed of shaft 2 is always higher by the factor of the necessary draw ratio for the particular yarn and process. The yarn is simultaneously twisted and drawn. The twisting is done with a friction device, such as a set of rotating friction disks. But there are other twisting devices such as belts. After Shaft 1 there is a yarn heater, which heats the yarn to a temperature where it can be thermo-set. Right after the heater is normally a cooling plate, which must cool the yarn to a substantially lower temperature in order to permanently thermo-set the twist. As the yarn is released from Shaft 2 we observe how each single filament is trying to assume the three dimensional helix formation it was set in. The result is a voluminous bulked stretch yarn.
What is the difference between S and Z twist:
There is a little and a lot of difference. Both, S and Z means real twist in a yarn. The difference is that one yarn has been twisted into the opposite direction of the other yarn. Basically one yarn is the mirror image of the other. The difference is very significant as S-twisted yarn will look in a fabric different to a Z-twisted yarn.
There is a little and a lot of difference. Both, S and Z means real twist in a yarn. The difference is that one yarn has been twisted into the opposite direction of the other yarn. Basically one yarn is the mirror image of the other. The difference is very significant as S-twisted yarn will look in a fabric different to a Z-twisted yarn.

The "Real Twist " texturing principle:
The thermoplastic properties of synthetic yarn allowed the thermo setting of real twisted yarn. Backtwisting this yarn resulted in a twistless yarn, in which the helix formation of the previously twisted yarn was still visible. This yarn looked surprisingly similar to natural fibers with the apparent crimps of real wool or cotton in each individual filament. This was a breakthrough. Instead of spinning endless filaments, stufferbox crimping them and then cutting them into staple length and then spinning them on a conventional staple spinning machine into a spun yarn, a process was born that allowed a filament yarn to look and feel like a spun yarn.
The production steps were as follows:
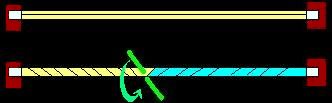
Think about holding a rubber band between two clamps and twist this band by turning it in the center. You will observe real twist on the left as well as on the right hand side. But each side is twisted into the opposite direction. One side is S-, the other side is Z-twisted. The number of twists on the right side equals the number of twists on the left side.
As you release the twisting point, all the twist will disappear. You actually had created, what we call a "false twist". All modern texturing machines operate according to the false twist principle.
The thermoplastic properties of synthetic yarn allowed the thermo setting of real twisted yarn. Backtwisting this yarn resulted in a twistless yarn, in which the helix formation of the previously twisted yarn was still visible. This yarn looked surprisingly similar to natural fibers with the apparent crimps of real wool or cotton in each individual filament. This was a breakthrough. Instead of spinning endless filaments, stufferbox crimping them and then cutting them into staple length and then spinning them on a conventional staple spinning machine into a spun yarn, a process was born that allowed a filament yarn to look and feel like a spun yarn.
The production steps were as follows:
- twisting on (two for one) twisters
autoclave steam stetting
back twisting
cone winding
Think about holding a rubber band between two clamps and twist this band by turning it in the center. You will observe real twist on the left as well as on the right hand side. But each side is twisted into the opposite direction. One side is S-, the other side is Z-twisted. The number of twists on the right side equals the number of twists on the left side.
As you release the twisting point, all the twist will disappear. You actually had created, what we call a "false twist". All modern texturing machines operate according to the false twist principle.
Let us now look at the dynamics of false twisting
Consider the above drawing with the yarn twisted into two twist directions and try to imagine the yarn to be endless. Substitute the fixed clamps with feed rolls. If you would start moving the yarn from left to right by keeping the peg in the twisted yarn bundle the twist on the right side would be moved and then disappear but the left side would stay twisted. This effect is the basis of all false twist texturing machines. Instead of using a peg, which creates a definite twist stop we are using friction disks, which accomplish the same and have the advantage of rotating the yarn. The drawing in my stretch yarn pageshows a running yarn in a false twisting machine. When the process is started the twisted yarn on the right side is discarded to waste. The twist on the left hand side remains. Should the yarn break, the twisted yarn on the left hand side also goes to waste. If you would count the twist in both wasted ends you would find them to be exactly the same but in the opposite twist direction. In between the two waste ends miles of high quality textured yarn is produced.
Why is false twisting such a huge success?
Real twist texturing was very slow and labor intensive. False twisting accelerated the process speeds from a few meters per minute to production speeds of more than 1000 m/min.
Consider the above drawing with the yarn twisted into two twist directions and try to imagine the yarn to be endless. Substitute the fixed clamps with feed rolls. If you would start moving the yarn from left to right by keeping the peg in the twisted yarn bundle the twist on the right side would be moved and then disappear but the left side would stay twisted. This effect is the basis of all false twist texturing machines. Instead of using a peg, which creates a definite twist stop we are using friction disks, which accomplish the same and have the advantage of rotating the yarn. The drawing in my stretch yarn pageshows a running yarn in a false twisting machine. When the process is started the twisted yarn on the right side is discarded to waste. The twist on the left hand side remains. Should the yarn break, the twisted yarn on the left hand side also goes to waste. If you would count the twist in both wasted ends you would find them to be exactly the same but in the opposite twist direction. In between the two waste ends miles of high quality textured yarn is produced.
Why is false twisting such a huge success?
Real twist texturing was very slow and labor intensive. False twisting accelerated the process speeds from a few meters per minute to production speeds of more than 1000 m/min.
